
El exigente mundo del mecanizado hace que cada día, las tolerancias sean más estrechas; sobre todo en el mecanizado de precisión. En función del fin que se le vaya a dar a la pieza va a requerir una rugosidad superficial específica. La rugosidad en el mecanizado, va a depender de los requerimientos que pida el plano de la pieza.
Para obtener una rugosidad específica, necesitamos de diferentes operaciones de mecanizado. No podemos obtener una rugosidad superficial muy fina, utilizando una herramienta de desbaste por poner un ejemplo. Cada pieza tiene un fin concreto, de ello va a depender su rugosidad superficial.
¿Qué es la rugosidad superficial?
Toda superficie por más perfecta que pueda aparentar, tiene irregularidades que pueden ser debidos a varios factores como:
- Deformación del material.
- Textura del grano.
- Marcas del proceso de mecanizado.
- Marcas superficiales por procedimientos mecánicos erróneos (aprietes elevados con sistemas de amarre, golpes, caídas, etc)
La rugosidad superficial, es la diferencia que existe entre la superficie ideal o perfecta y la superficie real. Entre estas superficies existen picos que pueden formar un patrón o una textura concreta.
Las superficies reales, por más perfectas que sean, presentan particularidades que son una marca del método empleado para su obtención. Por ejemplo cómo: torneado, fresado, rectificado, bruñido, lapidado, etc. Las superficies mecanizadas con distintos métodos, se presentan con un conjunto de irregularidades, espaciamiento regular o irregular y que tienden a formar un patrón ó textura característica en su extensión o longitud. En esta textura superficial se distinguen dos componentes distintos: rugosidad y ondulación.

Rugosidad
La rugosidad ó textura primaria, está formada por surcos o marcas realizadas por los agentes que atacan la superficie en el proceso de mecanizado (herramienta, partículas abrasivas, acción química, etc.) y se encuentran superpuestas al perfil de ondulación. Los espacios entre crestas varían entre 4 y 50 veces la profundidad de la depresión.
Ondulación
La ondulación o textura secundaria es el conjunto de irregularidades repetidas en ondas de paso mucho mayor que la amplitud y que pueden ocurrir por diferencia en los movimientos de la máquina-herramienta, deformación por tratamiento térmico, tensiones residuales de forja o fundición, etc. Las ondulaciones principalmente se producen por la vibración en el mecanizado.

- Extensión de rugosidad.
- Extensión de ondulación.
- Orientación de los surcos.
- Amplitud de orientación.
- Amplitud de rugosidad (Altura-pico-valle)
En la siguiente imagen de la superficie de una pieza, podemos ver los diferentes tipos de errores que presenta. Estos errores se pueden definir y analizar en dos grandes grupos: errores macro geométricos y errores micro geométricos.
Errores macro geométricos
Llamados también errores de forma o de textura secundaria y que incluyen entre ellos divergencias de ondulación, ovalización, multifacetamiento, conicidad, cilindridad, planedad, etc., y son posibles de medición a través de instrumentos convencionales como micrómetros, comparadores, proyectores de perfiles, etc. Estos errores son fáciles de detectar utilizando diferentes aparatos de medición. También son debidos a fallos en la fabricación o en el mecanizado de la pieza, cabe destacar que estos errores son muy graves, obteniendo un rechazo d la pieza.
Por ejemplo, si estamos realizando una cajera con tolerancia 40H7 y obtenemos una tolerancia de +0.1mm, esa pieza ya no nos vale ya que la tolerancia admitida es de 0 a +0.025mm

Errores micro geométricos
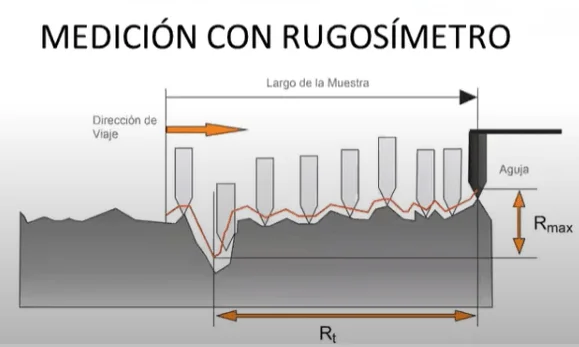
Conocidos como errores de rugosidad o de textura primaria. Su perfil está formado por surcos, huellas o marcas dejadas por los procesos de mecanizado durante la fabricación. Estos errores son más difíciles de detectar ya que necesitamos de un instrumento de medición que se llama rugosimetro. El rugosímetro es un instrumento electrónico que utiliza una pequeña aguja de punta muy aguda para recorrer una muestra de la superficie y definir numérica o gráficamente su perfil.
Nosotros a pie de máquina por norma general, no solemos tener un rugosímetro para verificar esta rugosidad in situ, aunque existen plantillas con las que podemos tener un control de la rugosidad. Obviamente no va a ser lo mismo que con el rugosímetro digital, pero podemos saber en qué tipo de rugosidad estamos realizando el mecanizado. El rugosímetro digital solo lo utilizaremos para trabajos finales, como en rectificado o bruñido, o para la verificación final de la pieza una vez finalizada.

Conceptos fundamentales de la rugosidad superficial
Para poder interpretar y verificar los resultados de un rugosímetro, necesitamos saber cuáles son los diferentes conceptos.
- Superficie ideal. Es la superficie ideal, por definición sin errores, perfecta.
- Perfil ideal. Es el perfil resultante del corte de una superficie ideal por un plano perpendicular. En algunas normas esta característica es denominada perfil nominal, y es el perfil ideal, por definición sin errores.
- Superficie real. Es la superficie que limita al cuerpo y la separa del medio ambiente.
- Perfil real. Es el resultado de cortar una superficie real por un plano definido en relación a la superficie ideal. Limita la sección material y la separa del medio ambiente, incluida la ondulación.

- Perfil efectivo. Es una imagen aproximada de un perfil real obtenido por una evaluación ó medición. El perfil efectivo es función de las características geométricas y físicas del instrumento de medición y de la técnica utilizada para su evaluación. No es filtrado y su diferencia con el perfil real es una cierta deformación causada por la imprecisión del aparato de medición.
- Perfil de rugosidad. Se obtiene a partir del perfil efectivo por un instrumento de evaluación con sistema de filtrado (filtrado de ondas) para excluir otras irregularidades (ondulación, por ejemplo).
Importancia del acabado superficial
No vamos a buscar una excelente terminación superficial cuando el plano no lo pida. Conseguir un buen acabado superficial es caro, conseguir un buen acabado superficial requiere de velocidades de avance más lentas y herramientas especiales en algunos casos. Además, puede ser que necesitemos de otros procesos añadidos al mecanizado cómo puede ser el rectificado o el bruñido. Esto lo tenemos que tener claro, la precisión es cara y en la mayoría de los casos nos llevará más tiempo de fabricación.
Vamos a explicar un ejemplo sencillo y fácil de entender: si en una pieza necesitamos realizar un taladro para que pase un tornillo, no utilizaremos un escariador ya que no es necesario en este caso.
Criterios de elección de acabados superficiales
Los criterios de elección de acabados superficiales van a depender del proceso de fabricación.
- Proceso de transformación. Dónde el material se transforma sin arrancar material.
- Mecanizado de la pieza. Según el tipo de mecanizado que tenemos que aplicar a la pieza para conseguir un acabado superficial concreto.
- Tratamientos. Si se le da algún tipo de tratamiento a la pieza necesitamos conseguir un acabado superficial para que ese tratamiento se adhiera a la pieza.
¿Donde es necesario obtener un buen acabado superficial?
Las piezas en las que realmente necesitan un buen acabado superficial, son aquellas en las que las características del acabado superficial están fundamentadas, ya que atienden a una multitud de características solicitadas. Entre estas características vamos a mencionar las más importantes.
- Resistencias al desgaste. Las piezas que están sometidas a desgaste necesitan tener un buen acabado superficial, esto es debido a que si las superficies no estuvieran con un gran acabado superficial, con el roce de las mismas el desgaste se desarrollaría mucho antes. Recordemos en las crestas de la superficie, cuánto mayor sean esas crestas el desgaste será mayor. Un ejemplo sencillo, podría ser el vástago de un cilindro hidráulico. Si el vástago no estuviera perfectamente rectificado puede llegar a romper el retén del cilindro.
- Precisión de tolerancia. Es algo obvio, no podemos realizar una pieza con una tolerancia centesimal (0.01mm) si no tenemos un buen acabado superficial.
- Resistencia a la fatiga. Piezas que van a estar sometidas a grandes esfuerzos mecánicos, tiene que tener un gran acabado superficial. Básicamente estas piezas no tienen que estar rayadas. Un ejemplo sencillo pueden ser piezas de matrices y moldes, dónde hay que dejarlas pulidas para que las piezas no tengan puntos críticos de concentración de fuerzas.
- Resistencia a la corrosión. Las piezas se oxidan dónde se empieza acumular el agua.El agua se deposita en los poros de la superficie de las piezas, y es por esto que es necesario conseguir un buen acabado superficial.
Ra – Rugosidad media aritmética
Es un sistema basado en la profundidad de la rugosidad. Está definido como la media aritmética de los valores absolutos de las coordenadas de los puntos del perfil de la rugosidad, en relación a la línea media dentro de la longitud LM. La rugosidad aritmética (Ra) mide los picos más altos y más bajos en una longitud determinada y con esos valores hace una media aritmética. La rugosidad media aritmética (Ra) la define la norma DIN 4769. Vamos a explicar de forma más detallada lo que dice la norma, ya que la rugosidad Ra es la que nos afecta en el mecanizado y es la que viene interpretada en los planos.
Valores y aplicaciones de la rugosidad media aritmética (Ra)
Existen valores de rugosidad recomendados, es decir la rugosidad máxima que puede llegar a tener cada pieza según las prestaciones mecánicas o para lo que fueron diseñadas. En la siguiente tabla, en la parte de abajo empiezan con las piezas más bastas. Las piezas fundidas, forjadas o laminadas van a copiar las imperfecciones del modelo, más las imperfecciones que puedan producirse en la arena. A medida que vamos subiendo en la tabla va aumentando la calidad superficial.

Como podéis ver ver, la rugosidad media aritmética Ra viene definido en micras de metro (µm) o cómo nosotros estamos acostumbrados a trabajar en milésimas de milímetro 0.001mm.
¿Cuándo se usa la rugosidad aritmética en mecanizado?
- Se usa cuando es necesario seguir el procedimiento de fabricación, debido a la facilidad de obtención del resultado con la ayuda del rugosímetro.
- Superficies donde el acabado del mecanizado presenta surcos o marcas bien definidas, sobre todo en torneado y fresado.
- Piezas rectificadas, bruñidas, lapidadas, etc.
- Superficies donde no son necesarios grandes esfuerzos mecánicos, por ejemplo, acabados con fines estéticos.
¿Qué ventajas tiene el uso de la rugosidad aritmética en mecanizado?
- Es el parámetro más utilizado en todo el mundo.
- Es un parámetro aplicable a la mayoría de los procesos de mecanizado.
- Debido a su gran utilización, casi la totalidad de los equipos presentan este parámetro, en forma analógica o digital.
- Para la mayoría de las superficies la distribución está de acuerdo con la curva de Gauss y es generalmente observado que el valor de Ra, da un buen parámetro estadístico.
Aplicación de la norma DIN 4769
Los valores de rugosidad Ra se clasifican en una serie de intervalos Nx (siendo x un número del 1 al 12) según se indica en la siguiente tabla.

Clases de rugosidad según norma DIN 4679
Las clases de rugosidad según norma DIN 4679, son las siguientes:
- N1-N4 La superficie es especular.
- N5-N6 Las marcas de mecanizado no se aprecian ni con el tacto ni con la vista (pero si con lupa).
- N7-N8 Las marcas de mecanizado se aprecian con la vista pero no con el tacto.
- N9-N10 Las marcas de mecanizado se aprecian con la vista y con el tacto.
- N11-N12 Son procesos sin arranque de viruta, son acabados en procesos de conformado.
En la siguiente tabla, vamos a ver cuales son las aplicaciones de las diferentes escalas de la rugosidad superficial, según la norma DIN 4679.


De las aplicaciones de la norma nos quedaremos con los datos de N9 a N7, ya que son los que más vamos a utilizar en mecanizado. De N6 a N1 son superacabados que están enfocados a piezas muy determinadas, y operaciones de rectificado, bruñido, lapeado, etc. Ahora vamos a ver cómo se interpretan en los planos de trabajo, algo fundamental en nuestro oficio.
Simbología de la rugosidad superficial
Vamos a separarlo en dos tipos bien diferenciados que son símbolos básicos y símbolos generales.
La gran diferencia entre unos y otros es que los símbolos básicos nos dan una información general del tipo de fabricación de la pieza. Sin embargo, con los símbolos generales obtenemos información detallada y concisa del acabado superficial.
Símbolos básicos


Símbolos generales e indicación en planos


Resumen
Como podéis ver la rugosidad superficial en mecanizado es muy importante, debemos de saber como conseguir la rugosidad superficial que nos índica el plano. Entender los símbolos que nos indican el tipo de rugosidad que lleva la pieza que estamos fabricando. Las herramientas que necesitamos para llegar a esa rugosidad superficial, que procesos son necesarios, etc.
Espero que con está entrada os hallamos ilustrado más a fondo en lo que es la rugosidad superficial. Si te ha gustado esta entrada, no dudes en calificarla!!
Excelente información, bastante detallada y funcional.
Gracias
Me alegro de que te guste Max, intentamos dar información concreta y precisa que todo el mundo pueda entenderlo.
Buen día, me gustó mucho su página, tiene información muy completa y útil que ignoraba sobre la rugosidad y las superficies. En este momento estoy trabajando en el estudio de una pieza en plástico, más concretamente en polipropileno, tengo el interés de que ésta sea muy lisa (puedo usar tratamientos). Cree que pueda tener en cuenta los valores que menciona en su página, aun si son mas orientados a metales? Pude medir algunas piezas del mismo material y me da un Ra de 0.11 en promedio.
Buenas tardes Ricardo, me alegro de que le guste el contenido que publicamos en formacionmecanizado.com. Relacionado sobre el tema que me comenta, lo desconozco por completo la verdad. En su día cuando he tenido que realizar piezas de plástico, siempre usaba herramienta con recubrimiento de diamante policristalino (PCD) obteniendo buenos resultados. En el artículo, hablamos sobre rugosidades en metales, ya que sus aplicaciones son más extensas. Un RA de 0,11 micras/metro esta muy bien. Desconozco cual será la función de la pieza, ya que en el caso de los metales, es para mejorar sus propiedades mecánicas frente al desgaste y la torsión principalmente. Espero que en la medida de lo posible haya podido ayudarle. El tema al que hace referencia es algo muy técnico que hoy por hoy desconozco.
muy buen artículo, quisiera saber si lo puedo bajar para tenerlo en mi información personal
Hola Gaspar, muy buenas. Este contenido no es descargable. Saludos